Anrikning
Inledning
av G. Bring, Professor
Vid modern gruvbrytning med rationella arbetsmetoder, där man strävar att utbryta fyndigheten så fullständigt som möjligt, uppfordras i regel ur gruvorna en del malm, som är för metallfattig att med ekonomisk fördel kunna tillgodogöras av hyttorna direkt, Å andra sidan skulle ett bortkastande av dylik malm innebära avsevärda metallförluster, och man har därför utfunnit metoder för koncentration av malmens metallförande mineral på mekanisk väg innan den underkastas metallurgiska processer, Denna bearbetning av den fattiga malmen har kallats mekanisk anrikning eller mera allmänt anrikning och den del av det ur gruvan uppfordrade godset, som underkastas, dylik behandling, kallas anrikningsmalmeller anrikningsgods.
Anrikningsmalmen är i regel ett aggregat av rena malmkorn blandade med korn av icke malmmineral. Fig, 319 och 320 visa (1 - Siffran hänvisar till litteraturförteckningen å sid. 602. ). två dylika anrikningsmalmer från Gellivare och Stråssa, De mörka partierna äro järnmalm och de ljusa icke malmmineral, Det är givet, att om dessa senare ofyndiga korn avlägsnas, så återstår en produkt med högre metallhalt (järn) än den ursprungliga malmens halt, Man erhåller på så sätt en anrikad produkt även kallad slig ellermalmslig, De ljusa partiklarna, som avlägsnats, bilda en metallfattig produkt, ett avfaIl.
De metoder, som användas för att skilja malmmineralen från. andra, icke malmmineral, grunda sig på olikheter i mineralens fysikaliska egenskaper. Av dylika egenskaper, som tagits i bruk för anriknings ändamål och som uppvisa variationer för olika mineral,
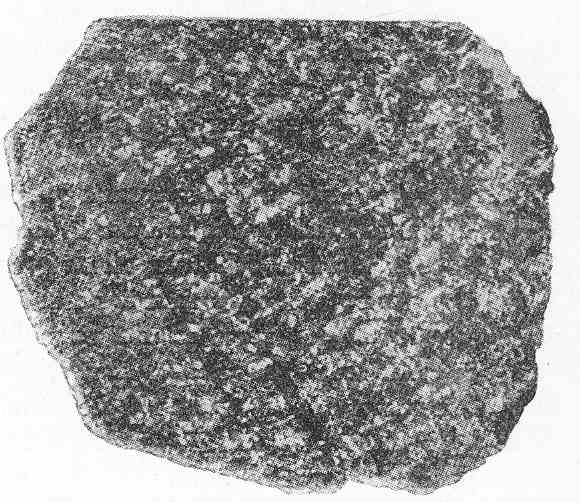
Fig, 319. Anrikningsmalm från Gellivare.
må nämnas: mineralens eg. vikt, magnetiska ledningsförmåga eller permeabilitet, elektriska ledningsförmåga, hårdhet och sprödhet, ytenergi.
En anrikningsmetod som grundar sig på olikheter i mineralens ego vikt måste givetvis bliva helt annorlunda än en metod, som tar sikte exempelvis på mineralens magnetiska egenskaper. Var och en av de ovan uppräknade egenskaperna motsvaras därför av speciella metoder, som få beskrivas var för sig. Dessa metoder äro:
Våtmekanisk och pneumatisk anrikning eller anrikning efter eg. vikt.
Magnetisk anrikning eller anrikning efter olika magnetiska egenskaper.
Elektrostatisk anrikning eller anrikning enligt olika elektrisk ledningsförmåga.
Anrikning genom krossning eller enligt olika sprödhet och hårdhet.
Flotationsanrikning enligt olika ytegenskaper hos mineralen.
Dessutom må nämnas utan närmare beskrivning Chanceprocessen [48], som arbetar med tunga vätskor bestående av fina mineralpartiklar i suspension, centrifugalseparering, som utnyttjar centrifugalkraften, samt elektriska metoder grundande sig på mineralens olika dielektricitetskonstant.
För att mineralens olika egenskaper skola kunna nyttiggöras för anrikningsändamål, måste malmerna undergå en förbehandling, som i stort sett är likartad vilken ånrikningsmetod, som än kommer till användning. I följande framställning behandlas därför såsom en särskild avdelning den principiella gången av dessa förbehandlings metoder. Större avvikelser från, det allmänna utförandet eller speciella förbehandlings metoder beskrivas däremot i samband med de olika anrikningsrnetoderna. De teoretiska förutsättningarna för anrikningsgodsets förbehandling i sorteringsapparater överensstämma vidare med teorierna för våtanrikning, vilka ytterst äro baserade på teorien för ett korns fall i vatten. Dessa teorier äro därför sammanförda i en särskild avdelning. De allmänna anordningarna i övrigt vid genomförande aven anrikningsprocess äro beskrivna under titeln: allmänna anordningar i anrikningsverk.
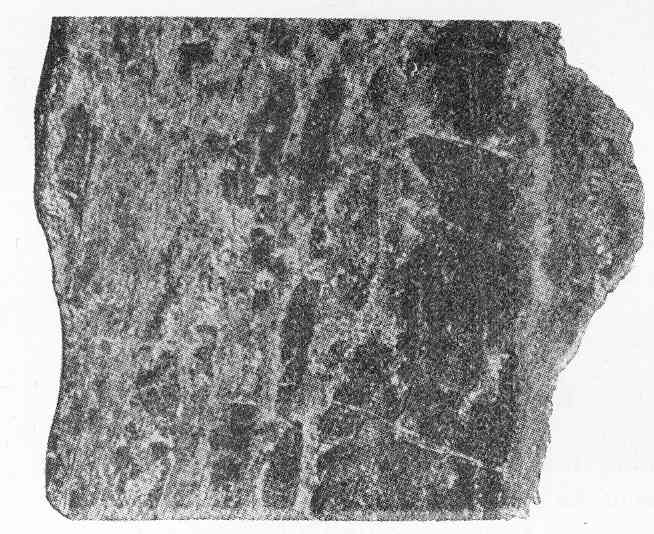
Fig. 320. Anrikningsmalm från Stråssa.
ANRIKNINGS GODSETS FÖRBEHANDLING
AV G. BRING, PROFESSOR
Innan mineralkornen kunna skiljas eller separeras i anriknings- processernamåste de givetvis först frigöras från varandra. Detta sker genom att malmen krossas. En idealisk krossning vore, om kornen frigjordes från varandra utefter kornfogarna. Man finge då alla mineralkorn skilda från varandra och uppnådde vad man kallar en absolut renkrossning. I verkligheten sker aldrig krossning mer än i viss grad på detta sätt. Utom de rena kornen får man alltid korn, som delvis bestå av malm, delvis av andra mineral eller s. k. halvkorn. Halvkornen komplicera och försvåra anrikningen och giva upphov till produkter, som varken äro att hänföra till malmsligerna eller avfallen. De utgöra ett oanvändbart mellanting eller s. k. mellanprodukter, som få underkastas ytterligare nedkrossning och anrikning.
För att en fullständig anrikning av en malm skall bliva möjlig måste den alltså i första hand renkrossas. Hur långt krossningen måste drivas blir beroende på de rena malmkornens storlek i det föreliggande malmaggregatet. En mikroskopisk förhandsundersökning av malmen kan härvid giva värdefulla upplysningar. Har man t. ex. utrönt, att en viss malms minsta korn äro 0,5 mm i diameter, så är det vanligen lönlöst att försöka skilja dem åt vid en krossning ned till exempelvis 1 mm. I verkligheten får man driva krossningen av malmen ett stycke under 0,5 mm för att renkrossning skall uppnås, såvida ej kornfogarna i malmen äro mycket raka och lösa, då det kan inträffa, att kornen lätt lösgöras från varandra, i undantagsfall redan vid relativt grov nedkrossning.
Fig. 321 är en mikrofotpgrafi i 75-faldig förstoring aven järnmalm från Norberg med c:a 40 % järn. De mörka kornen i preparatet bestå huvudsakligen av kvarts under det att de ljusare äro järnmalmsmineral (magnetit och järnglans). Järnmalmsmineralen hava en kornstorlek av 0,5 mm och mindre. Vid krossning av denna malm sker i viss utsträckning en uppslutning efter kornfogarna, som äro relativt raka. En del halvkorn bildas emellertid samtidigt. Börjar man anrikningen vid en nedkrossning under 0,5 mm kan järnhalten enligt erfarenheten uppbringas i c:a 68 % Fe. Går man däremot med krossningen ned under 0,15 mm stiger järnhalten till c:a 70 % Fe, beroende på att renkrossningen blir mera fullständig.
Redan efter grovkrossningen kan ett utvinnande av en del av malmen ske genom utplockning för hand. I speciella fall är krossning och plockning av malmen tillräcklig för det särskiljande av malm- och gråbergsmineral, som avses. I andra fall är plockningen att anse endast som en förbehandling av godset. Sedan krossningen utförts underkastas krossprodukten vanligen en siktning eller klassering på
siktar. Denna består i en uppdelning av godsmassan i s. k. kornklasser med tillhjälp av serier av olika grova siktar. En produkt, i vilken alla korn i avseende på storlek ligga mellan exempelvis 15
och 10 mm (lineärt mått), är en kornklass. På samma sätt bilda korn mellan exempelvis 1 och 0,5 mm en kornklass. Kornklassens gränser kunna vara godtyckligt valda, men en viss praxis härför har utbildat sig, varom mera längre fram. Klasseringen av kornen utföres därför, att anrikningen därigenom underlättas. Samma anrikningsmaskiner bearbeta nämligen ej med samma fördel såväl stora som små korn. En annan förbehandling av krossgodset, som brukar utföras innan godset anrikas och som delvis kan ersätta, delvis kompletterar klasseringen, är godsets sortering efter fallhastighet i en vätska; vanligen vatten. Vid sorteringen erhåller man produkter så beskaffade, att i varje kornsort malmkornen äro i genomsnitt mindre än kornen av ofyndiga mineral, även ofta kallade bergkorn. Detta under förutsättning att malmkornens ego vikt, som oftast är händelsen, är högre än bergkornens. Hava malmkornen däremot lägre ego vikt än bergkornen, blir förhållandet omvänt.
Huruvida endast klassering eller sortering eller båda i förening skall användas, blir beroende på mineralens kornstorlek i malmen samt vilka anriknings metoder som skola komma till användning.
Godset förbehandlas alltså genom:
1) Krossning (ibland åtföljd av plockning).
2) Klassering eller uppdelning efter kornstorleken,
3) Sortering eller uppdelning efter fallhastigheten i vatten.
Krossning föregår all anrikning. Klassering användes vid de flesta anriknings metoder och är vid en del av dessa av utpräglad betydelse. Sorteringen däremot har betydelse egentligen endast vid våt mekanisk anrikning enligt mineralens ego vikt. Plockning är ofta obehövlig.
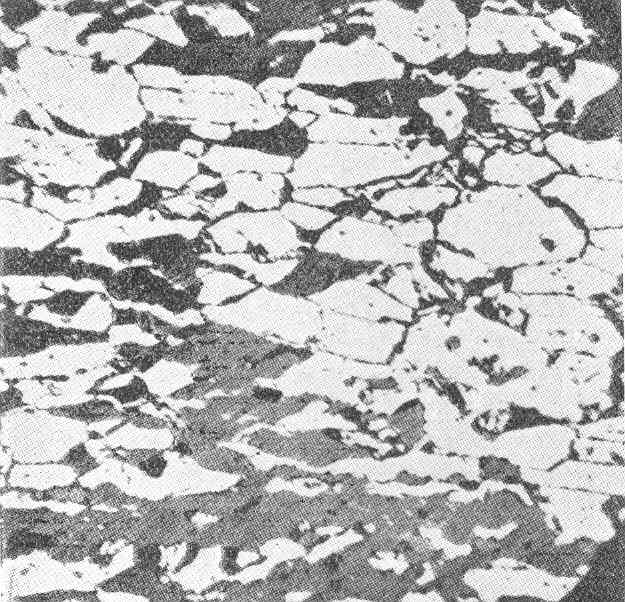
Fig. 321. Mikrofotografi av järnmalm från Norberg. Förstoring 75 gånger.
När vid malmens förbehandling endast grovkrossning förekommer, benämnas stundom de följande operationerna sovring.
MALMENS MIKROSKOPISKA UNDERSÖKNING.
Den mikroskopiska undersökningen aven anrikningsmalm sker på slipprov, antingen tunnslipningar eller polerprov, de senare enligt SCHNElDERHÖHN. Polerproven äro vid anriknings malmer de viktigaste då malmmineralen i regel äro opaka och sålunda ej kunna genomlysas. Mikroskopet ger upplysning om vilka mineral som ingå i malmen om detta ej är känt förut, om kornens sammanväxning samt andra strukturförhållanden. Vidare tillåter mikroskopet en uppmätning av de ingående mineralkornens storlek. En direkt iakttagelse av kornstorleken i ett slipprov ger i allmänhet för låga värden, därför att kornen i snittytan äro skurna på alla möjliga sätt och endast i undantagsfall genom kornets centrum. För att få en mera riktig bild av kornstorleken använder man sig av ROSIWALS metod för mikroskopisk analys av preparaten. Denna består i att man i mikroskopet uppmäter en serie (indikatrix-) linjer dragna i preparatbildytan. De längder av dessa linjer, som falla inom vart och ett av de mineralslag, som bilda malmen, summeras. Summorna förhålla sig då approximativt - efter ett tillräckligt stort antal mätningar - till varandra som volymmängderna av de ingående mineralen.
För undersökning av malmens kornstorleksväxlingar betraktar man densamma som sammansatt av ett antal kornklasser och särskiljer de indikatrixavskärningar, som tillhöra de olika kornklasserna. Kornklasserna kunna skiljas genom intervall av exempelvis 0,05 mm. Sedan mätningen utförts på ett antal indikatrixlinjer hopsummeras de till varje kornklass hörande indikatrixavskärningarna, och summorna för grupperna sammanföras till en totalsumma. Härefter uträknas i procent hur stor del varje kornklass utgör av hela malmmängden. Resultatet brukar sammanföras i ett diagram av den form som fig. 322 visar.(2) Den ROSIWALska metoden har givetvis sin största användning och tillförlitlighet vid massformiga bergarter och malmer.
KROSSNING
Krossningen utföres på krossmaskiner av olika typer och utförande, beroende på hur långt krossningen skall drivas. Man skiljer på grovkrossning och finkrossning. Vid den förra krossas grova block ned till relativt stora bitar. Vid den senare krossas bitarna ned till fina korn. Man börjar på senare tid, sedan speciella maskiner konstruerats härför, även tala om mellankrossning, som då avser krossning av relativt grova bitar till relativt grova korn. Några bestämda gränser för de olika slagen av krossning finnas ej. Grovkrossning kan omfatta krossning från största block ned till 100 mm eller finare. Mellankrossning från 150 mm eller grövre och ned till 5 mm korn. Finkrossning slutligen från 50 mm eller grövre och ned till finaste slam eller noll mm. De olika slagen av krossning komma därför att delvis täcka varandras användningsområden.
(2) Siffran hänvisar till litteraturförteckningen å sid. 602.
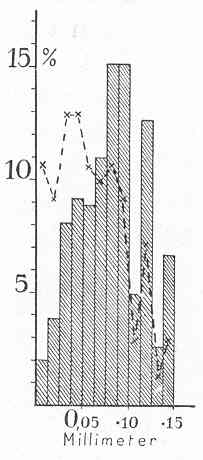
Fig. 322. Kornstorleksdiagram enligt ROSIWAL.
Finkrossningen kallas även finmalning då den utföres på kvarnar. För anrikningsändamål utföres grovkrossning på grova Käft- (t. ex. BLAKES tuggare) eller spindelkrossar (GATEs kross), mellankrossning utföres på mindre Tuggare eller spindelkrossar, på Skivkrossar, Grovvalskrossar eller grovvalsverk, Konkrossar, och finkrossningen på Finvalsverk, samt den egentliga finmalningen på Kulkvarnar, Stångkvarnar, Rörkvarnar. Utom dessa krossmaskiner hava ett stort antal konstruktioner varit i användning och delvis haft stor betydelse. Numera hava dessa dock huvudsakligen endast historiskt intresse.
MASKINER FÖR GROVKROSSNING. BLAKES TUGGARE.
Tuggare användas för krossning av stora block ned till relativt grova stycken. Konstruktionen framgår av fig. 323. lett ramverk av stål (1) är upphängd en rörlig käft (3), som gives en fram- och återgående rörelse med tillhjälp av en. vevstake (2) och brytbrickorna (6). Då veven roterar rör sig vevstaken upp och ned och brytbrickorna pressa den rörliga käften (3) mot den i ramen liggande fasta käften. Käftarna äro klädda med utbytbara manganstålplattor (4, 5), som taga upp slitningen. Baktill i ramen finnes en kilanordning (8) med vilken käftöppningens vidd kan regleras inom vissa gränser. Drivaxeln är försedd med ett par tunga svänghjul för utjämnande av påkänningarna. Varvtalen äro 150-250 för större tuggare och 250 -450 vid små maskiner.
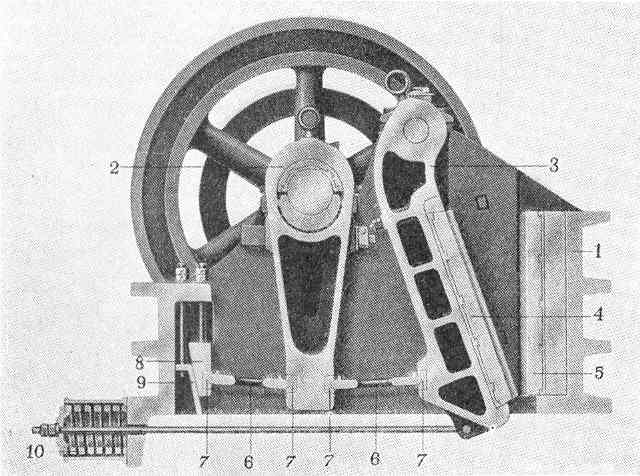
Fig. 323. Blakes tuggare i genomskärning.
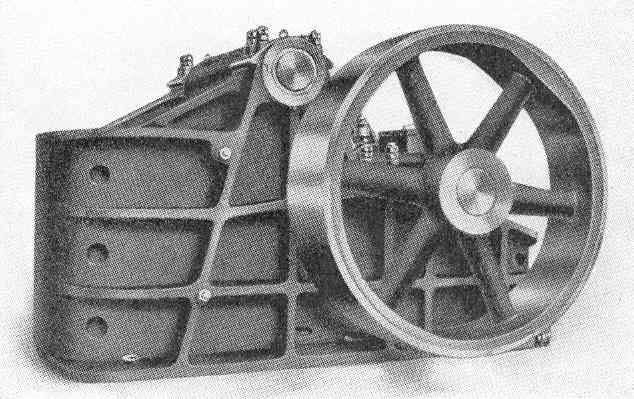
Fig. 324. Blakes tuggare.
Käftens djup är av vikt, då den bestämmer vinkeln mellan käftarna (vanligen 15-20°). Är käften för kort blir vinkeln för stor och godset får en tendens att kastas upp ur tuggen. Detta är särskilt påfallande vid hård malm. För att lättare bryta sönder platta malmstycken göras käftplattorna i regel räfflade. Slitningen vid en tuggare är avsevärd ej blott på käftplattor utan även på brytbrickor och de tärningar (7), mot vilka de röra sig. Brytbrickorna göras vanligen relativt svaga, så att om ett alltför hårt föremål, t. ex. en slägga, inkommer i tuggen, brista brytbrickorna. Dessa kunna lätt utbytas mot nya och de mera svårutbytbara och dyrbara delarna av maskinen äro skyddade. Fig. 324 är en yttervy av Blakes tuggare.
GATES KROSSAR.
Fig. 325 visar en kross av denna typ. Intags öppningen är här cirkelrund och i denna rör sig spindeln (17) med påsatt kon (10). Genom en vevanordning vid spindelns nedre ända (25, 26) bibringas spindeln en excentrande rörelse, så att öppningen upptill ökas och minskas successivt runtom dess periferi. De inmatade malmstyckena klämmas därvid sönder och falla ut nedtill i den smala ringformiga öppningen. Krossrummet fodras med koniska slitplattor av manganstål (11) och den på spindeln sittande konen är likaledes utbytbar. Påkänningarna äro vid denna krosstyp jämnare fördelade än vid BLAKES tuggare. För samma krosskapacitet kunna därför dessa krossar givas mindre vikt än de förra och de tunga svänghjulen äro obehövliga. Spindeln brukar göra 150-200 slag pr minut och dess rörelse fram och tillbaka är 25-100 mm. Såväl BLAKES som GATES krossar utföras i mycket stora enheter. Som exempel kunna nämnas Blakestuggarna i Kiruna och Gateskrossarna i Narvik för krossning av Kirunamalm.
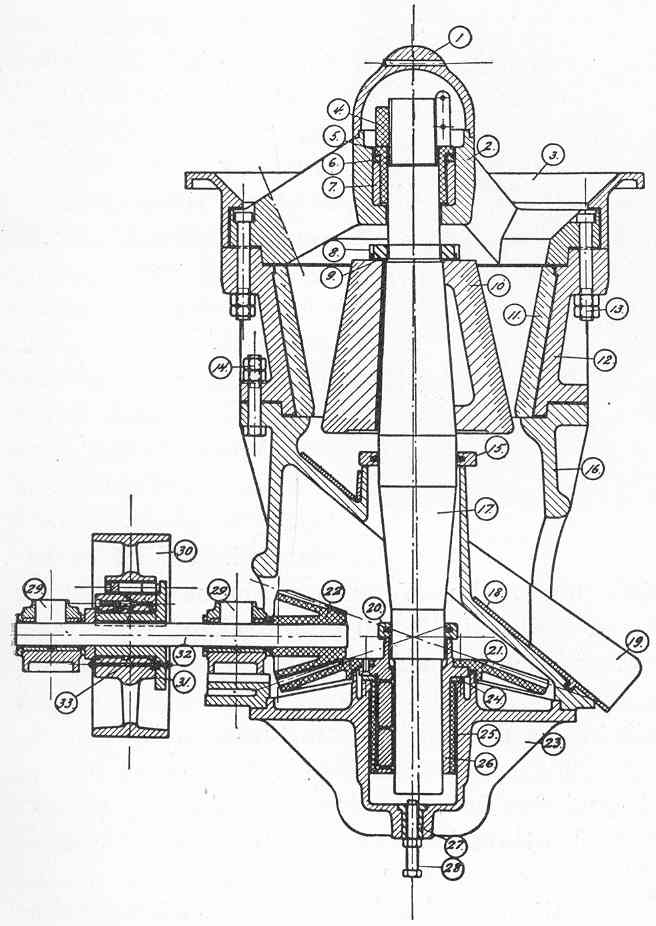
Fig. 325. Gates kross, genomskärning.
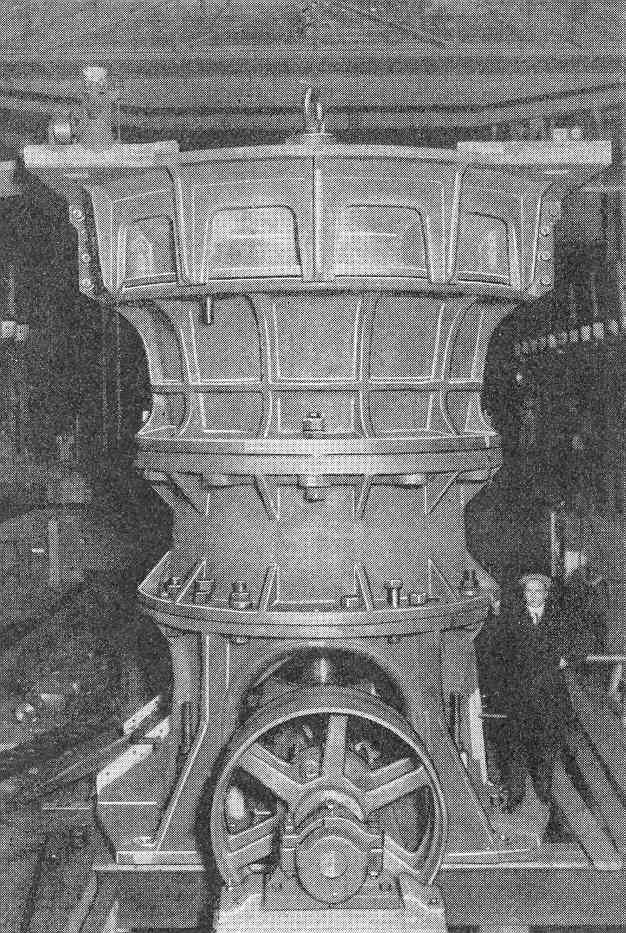
Fig. 326. Gates kross, typ "Narvik".
De förra hava en krossöppning av 2,1 X 1,5 m storlek och taga utan: svårighet emot innehållet från malmvagnar lastade med 5 ton malm. Vagnarna tömmas nämligen direkt i tuggaren. Krossningen sker ned till 300 mm stycken. Varje tuggare väger 200 ton, motorn är på 350 hkr och kapaciteten är c:a 700 ton krossad malm pr timme. Gateskrossarna i Narvik krossa den till 300 mm förkrossade Kirunamalmen ned under 100 mm. Intagsöppningens diameter är 3,7 m. Kraftåtgången är 300 hkr och kapaciteten 300-500 ton pr timme. En del av Kiruna- och Narvikskrossarna äro tillverkade av Morgårdshammars Mek. Verkstad, Morgårdshammar. Då Narvikskrossarna igångsattes, tömdes de med 35 ton Kirunamalm lastade järnvägsvagnarna direkt i krossarna. Sedermera har det visat sig fördelaktigt att med tillhjälp av grova "roterande rost" eller gallertrummor före krossen avskilja det gods, som redan ligger under 100 mm styckestorlek. Gateskrossarna fordra ett betydande höjdutrymme. Narvikskrossarnas hela höjd är exempelvis 6,2 m. Fig. 326 visar Narvikskrossen.
Vid de smärre gruvfälten användes för grovkrossningen tuggare (mest Blake) med mindre dimensioner än de nu nämnda. Tuggens storlek bestämmes vanligen av intagsöppningens storlek, och vanliga bredder på denna äro 300-750 mm. Dylika tuggare hava ett kraftbehov av 10-65 hkr och en krosskapacitet av upp till 50-100 ton pr timme, beroende på malmens hårdhet och beskaffenhet i övrigt. Av grovkrossar finnas utomlands en mångfald andra konstruktioner, av vilka de flesta dock föga avvika från de ovan beskrivna, i Sverige vanligaste typerna.
MASKINER FÖR MELLANKROSSNING
De redan under "maskiner för grovkrossning" beskrivna krossarna kunna även användas för mellankrossning. Ofta har man emellertid överskattat deras förmåga för detta slag av krossning och därför underdimensionerat dem. Så t. ex. har man efter grovtuggen ibland placerat en fintugg av betydligt klenare dimensioner än den förstnämnda. Detta ger dåligt resultat, om ej redan grovtuggen lämnar stora mängder fint gods och detta avskiljes genom galler eller siktar redan före fintuggen. Genom den mindre öppningen i fintuggen och den genom krossningen ökade volymen hos godset uppstår, om matningen rättas efter grovtuggen, svåra packningar, med åtföljande starka materialpåkänningar och stor energiåtgång i fintuggen. Mellankrossningen är därför ur vissa synpunkter ett besvärligare problem än den egentliga grovkrossningen och av denna orsak har ett stort antal förslag till krossmaskiner för dylik krossning sett dagen. Först under senare årtionden har frågan fått en ur kapacitetssynpunkt god lösning genom amerikanen SYMONS skivkross samt den s. k. konkrossen. Innan dessa närmare beskrivas, skola några ord sägas om grovvalsverk.
GROVVALSVERK
Valsverken bestå av ett par valsar av stål eller i
enklaste fall kokillgjutgods, som rotera mot varandra. De inställas vid
grovkrossning med ett visst mellanrum (spalt) mellan valsarna. Spaltens
storlek är beroende på till vilken storlek godset skall nedkrossas. Då
godset inmatas mellan v'alsarna gripes det och krossas sönder till den
storlek spalten bestämmer. Genom kraftiga stålfjädrar hållas valsarna
spända mot varandra och på samma gång tillåta dessa fjädrar att spalten
öppnas om något synnerligen hårt föremål (slägga) inkommer mellan
valsarna, varigenom maskinen skyddas från att skadas. Förr var det vanligt
att endast ena valsen drevs av rem och den andra medföljde genom
utväxling, t, ex, med kugghjul. Numera drivas alltid båda valsarna med rem
eller linor, varvid båda hava samma omloppshastighet. Valsarnas diameter
och den inmatade malmens storlek böra stå i ett visst förhållande till
varandra. 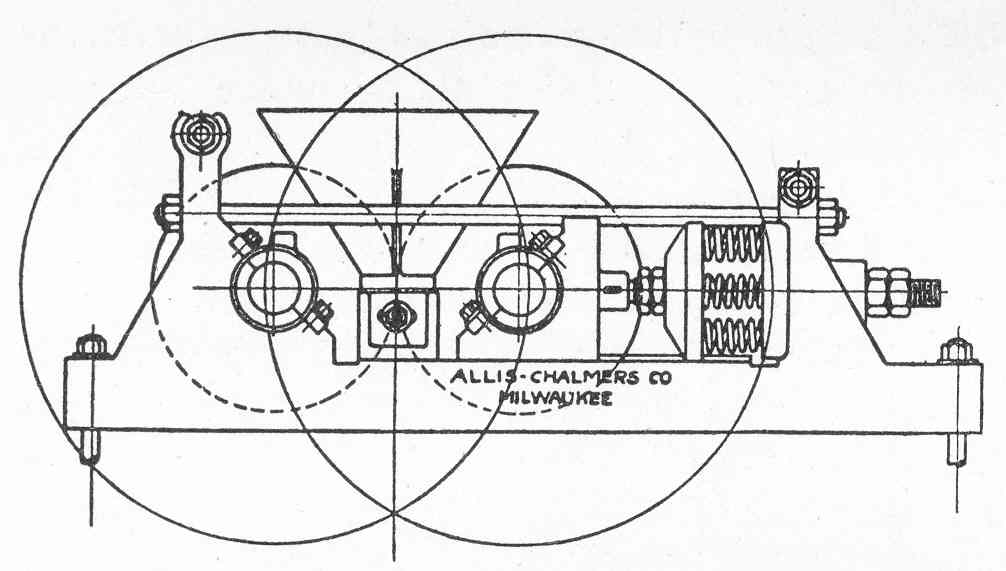
Fig, 327. Valskross.
Tänker man sig nämligen tangenter till valsarna, dragna i den punkt, där ett malmstycke av viss storlek inkommer, så förmå valsarna ej gripa malmstycket om denna vinkel (gripvinkeln) är för stor. Hur stor gripvinkeln högst får vara är beroende av friktionen mellan malmen och valsen. Ett talkigt material, som lätt slirar, fordrar mindre gripvinkel än ett mera kärvt material. Gripvinkeln minskas för ett grossgods av oförändrad storlek Om vals diametern ökas eller om spaltöppningen göres större.
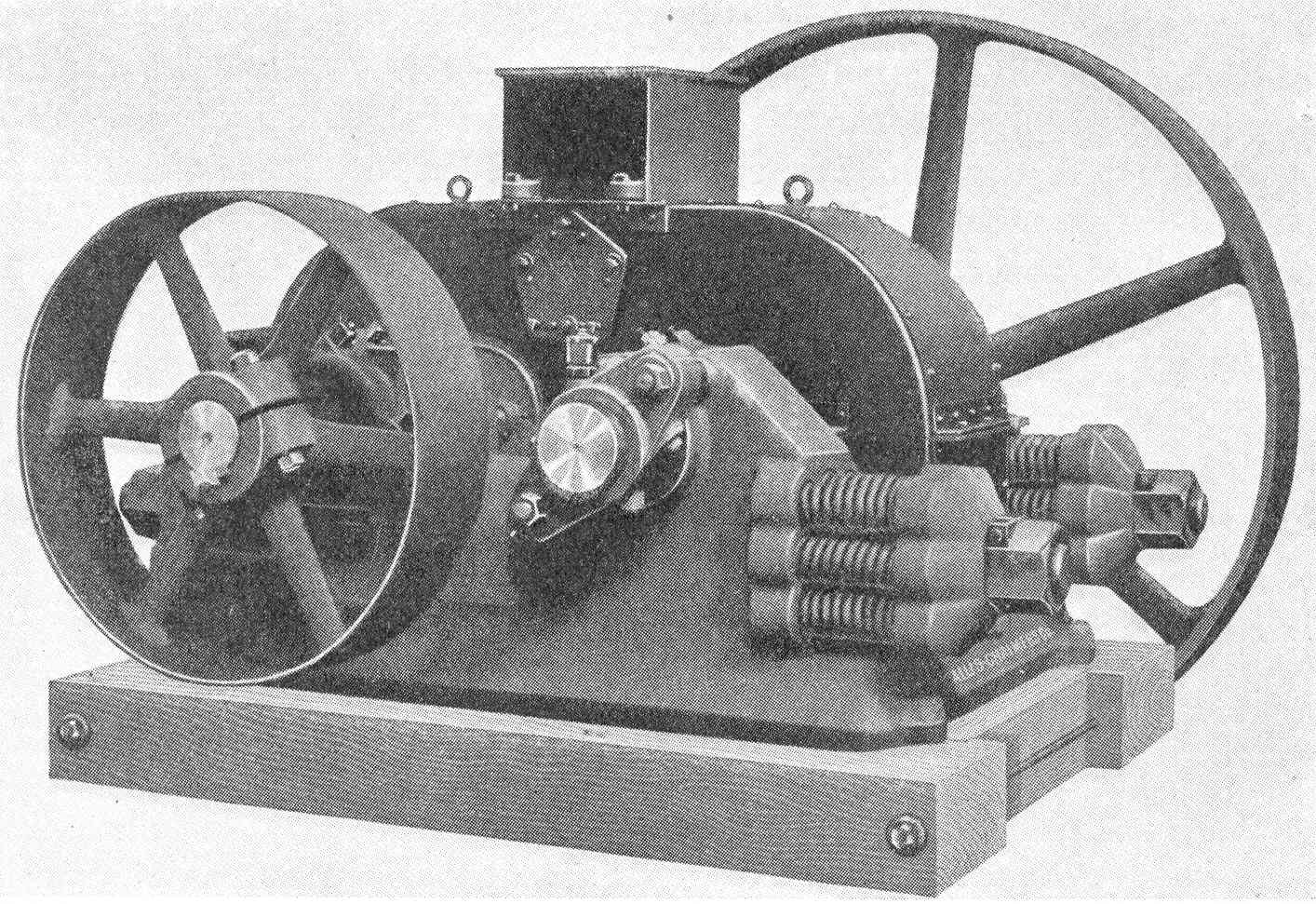
Fig. 328. Valskross.
Det är alltså ett fel att för krossning av grovt gods använda små valsar. Detta visar sig i dålig gång och dålig krosskapacitet hos valsverket. Ibland ökar man friktionen genom att valsarna eller godset fuktas. Gripvinkelns storlek är noll vid korn av samma storlek som spalten men växer för större korn. I praktiken är 30-32° den största gripvinkel, som kan tillåtas, och kan man med tillhjälp av detta värde lätt bestämma hur grovt gods, som kan krossas på valsar av viss storlek. Fig. 327 och 328 visa valsverk i sektion och yttervy.
SKIVKROSSAR
SYMONS disc crusher eller skivkross har på de senaste 20 åren fått stor användning för mellankrossning även i Sverige. Vid denna maskin äro alla de fel avlägsnade, som vidlåda t. ex. Blakestuggaren, då den skall användas för relativt fin krossning. Fig. 329 är sektion och fig. 330 yttervy av denna kross. Malmen inmatas mellan ett par tallrikar eller skålformiga skivor, som bilda en liten vinkel med varandra och rotera i samma riktning.
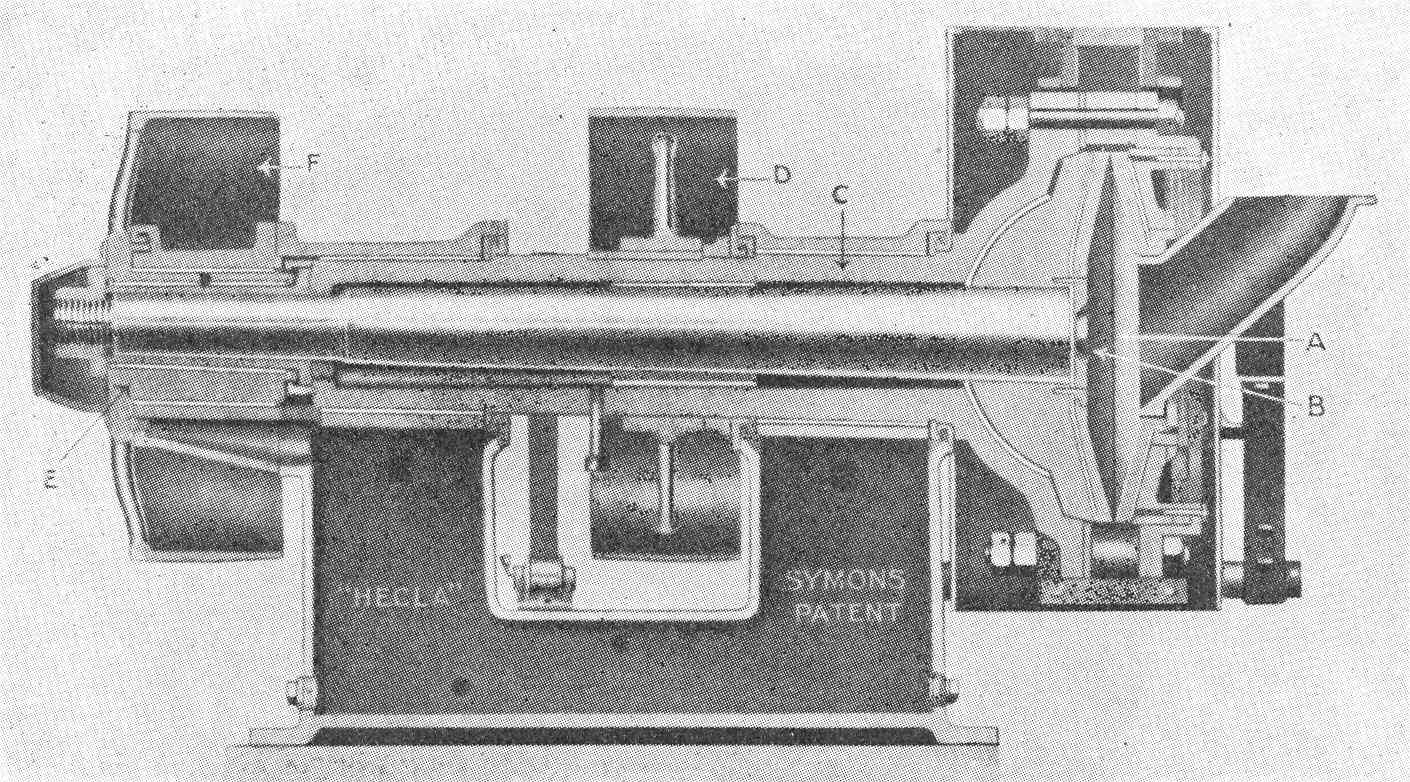
Fig. 329. Symons skivkross, längdsektion.
Skivornas ytterkanter komma härigenom att successivt närma sig till och avlägsna sig från varandra, varigenom malmen krossas och slungas ut ur krossrummet med tillhjälp av centrifugalkraften (fig. 331). Denna verkan förstärkes därigenom, att den ena skivan B dessutom erhåller en oscillerande rörelse, som går i motsatt riktning mot rotationsriktningen. Skivornas kanter komma genom denna anordning att hastigt oscillera mot och från varandra och en kraftig krossverkan erhålles. Krossens konstruktion framgår av fig. 329. Skivan A är med bultar fästad vid den rörformiga axeln G, som hålles i rotation med tillhjälp av remskivan D. Skivan B är fäst vid den massiva axeln och drives ej på annat sätt än att den genom friktionen mellan skivorna och krossgodset medföres och bibringas en rotationshastighet lika med skivan A. Genom det stora halvsfäriska lagret möjliggöres denna skivans oscillerande rörelse. I den massiva axelns ända finnes en vevanordning med lager E och remskiva F, som drives i motsatt riktning mot skivan D. Genom denna anordning erhåller skivan (B) ett stort antal oscillationer pr min. och krossverkan stegras i avsevärd grad.
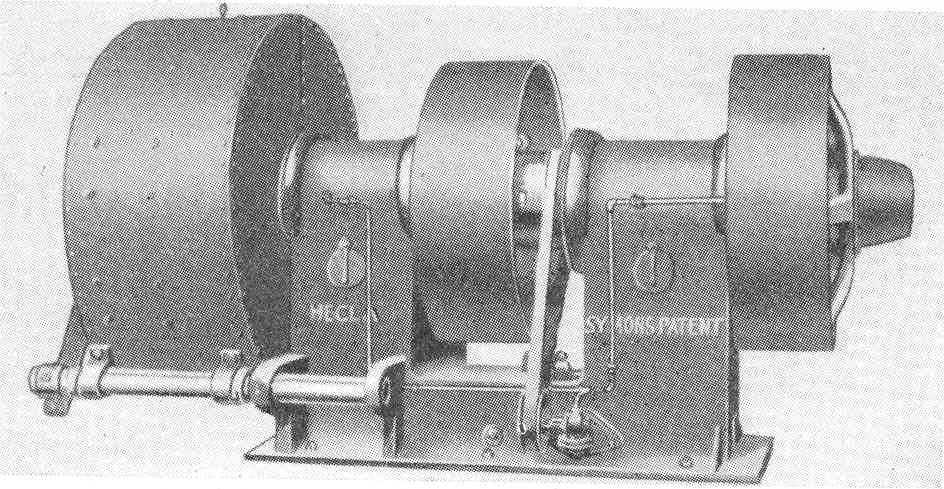
Fig. 330. Symons horisontala skivkross.
Remskivan D drives vid 450 mm krossskivor med en hastighet av 200 varv pr min., som alltså är krossskivornas rotationshastighet, under det att skivan D går 450 varv, som alltså är oscillationernas antal pr min. Vid stora krossar nedsättas varvtalen. Vid 900 mm skivor äro varvtalen exempelvis 130 och 300 pr min. Den största typ av detta slag som för närvarande tillverkas, är maskiner med 48" eller 1 200 mm skivor. En dylik kross har funnits installerad i Malmberget. Den krossade från 150 till c:a 35 mm storlek. Skivornas varvtal var 100 och 200 pr min. Kapaciteten hos en skivkross är mycket stor dels på grund av den stora rotationshastigheten, som driver godset ut ur krossen med en hastighet av 5 a 6 sekundmeter, dels genom det stora antalet oscillationer, som åstadkommer en mycket hastig krossning.
En ytterligare fördel utgör krossorganens cirkelform, som medför en mycket lång utloppsöppning, eller vid en 48" kross 3,8 m. Genom denna anordning samt den stora rotationshastigheten undvikes den så skadliga packningen av krossgodset i utloppsöppningen. Alla omständigheter samverka alltså vid denna kross till att giva den en mycket hög avverkningsförmåga och den kan därför sägas vara en god lösning på mellankrossningsproblemet. Avståndet mellan skivorna varierar i centrum från 55-200 mm och vid periferien från 10-30 mm och mera. Kapaciteten kan sättas från 5 till 50 ton pr timme beroende på krossgodsets beskaffenhet, förkrossningen, samt den finlek som fordras. Utom den i fig. 330 visade maskintypen utföres skivkrossen även med stående axel eller med horisontala skivor. Denna typ har emellertid efterträtts av den s. k. konkrossen. Såväl skivkrossar som konkrossar tillverkas numera för Skandinavien av Morgårdshammars Mekaniska Verkstad, Morgårdshammar.
KONKROSSAR
Konkrossen, likaledes konstruerad av Symons Brothers, är en utpräglad "mellankross". Vid relativt långt gående finkrossning överträffar den skivkrossens i kapacitet, nedkrossningsförmåga och driftsäkerhet. Krossningen försiggår mellan ett koniskt krosshuvud och en "krossklocka" enligt fig. 332. Huvudet är anbragt på en axel (fig. 333), som excentriskt och snedställd löper fritt i en vertikal bussning, som drives med kugghjulsutväxling och mellan axel. "Krossklockan" är utvändigt gängad och inskruvad i en regleringsring, som med spiralfjädrar hålles i läge i maskinens ramverk. En tallrik på toppen av krosshuvudet i förbindelse med en över denna anbragt tratt sörjer för jämn fördelning av godset i maskinen. fig 332 Konkrossens krossningsprincip. Krosshuvudets rörelse är stor och detta ger godset tillfälle att falla jämförelsevis fritt mellan varje krossperiod, medan samtidigt huvudets hastighet bestämmer den väglängd, som godset hinner falla pr tidsenhet. Den nedre delen av krosshuvud och krossklocka äro parallella tillräckligt långt för att minst en krossning skall hinna äga rum, innan godset har passerat denna längd och lämnar maskinen. Krossningen sker alltså stegvis. Efter varje krossning faller godset en viss väglängd och får därpå en ny krossning. För reglering av godsets finhet skruvas krossklockan upp och ned, vilken reglering kan göras med maskinen i gång. Maskinen utföres i storlekar från 600 till 2 000 mm diameter
Fortsättning följer ...........